文件比较是 CNC 程序员和生产工程师非常有用的工具。它用于检查(和更改)从原始程序“优化”的程序的 CNC 命令。根据实际使用的材料,机器操作员可能必须在现有程序中校正主轴速度、进给率或两者。使用文件比较,CNC 程序员可以比较文件以查看机器操作员之前所做的任何更改 - 特别是在刀具管理确定的刀具磨损增加方面。
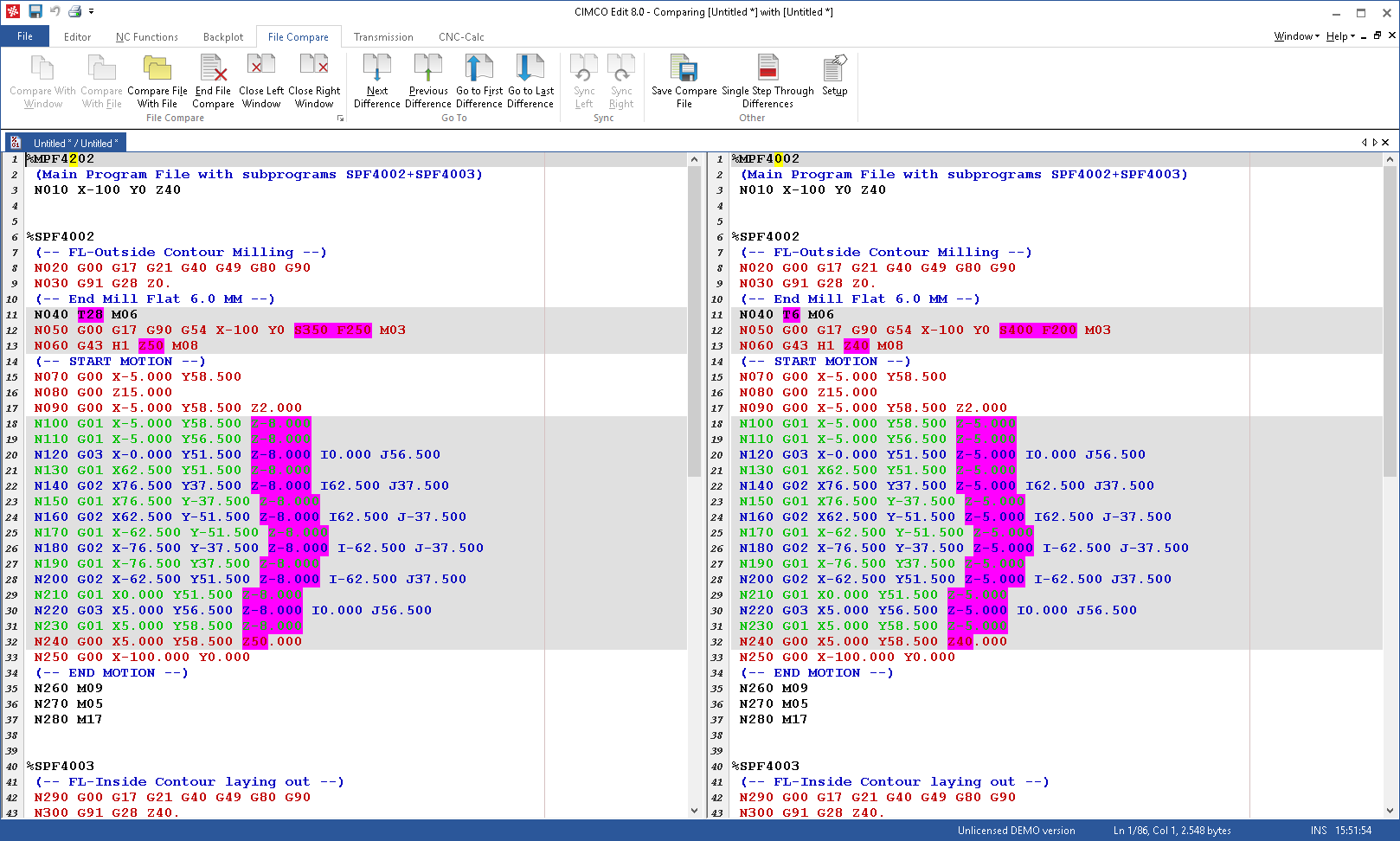
参考带有突出显示的 S 和 F 命令的程序段,CNC 控制器可以与机床操作员讨论降低刀具磨损的最佳解决方案。
在这种情况下,采取的措施是对值 S380 和 F300 进行妥协,但在新子程序中保留现有 Z 值 (Z50)。所有其他修改都应保留。
单击“ 下一个差异”图标以使用“文件比较”从第一个差异(CNC 子程序编号)直接导航到下一个差异 (T28 - T6) 和 (S350 F250 - S400 F200),到 (Z50 - Z40),其中 Z - 值突出显示:
下一个差异”图标以使用“文件比较”从第一个差异(CNC 子程序编号)直接导航到下一个差异 (T28 - T6) 和 (S350 F250 - S400 F200),到 (Z50 - Z40),其中 Z - 值突出显示:
单击同步图标 Sync Right,右侧窗口中的 Z40 值将被左侧的 Z50 覆盖。
Sync Right,右侧窗口中的 Z40 值将被左侧的 Z50 覆盖。
现在可以通过单击 关闭左窗口图标关闭左窗口(子程序 4082.nc)。现在可以将值 S350 和 F250 更改为新值 S380 和 F300。
关闭左窗口图标关闭左窗口(子程序 4082.nc)。现在可以将值 S350 和 F250 更改为新值 S380 和 F300。
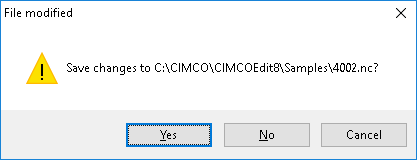
关闭已编辑的子程序 SPF4002,将出现保存对话框:
单击“是”以保存对新子程序 SPF4002 的所有更改。
在主程序文件 MPF4202 中用新的 SPF4002 替换旧的 SPF4002 后,我们现在准备进行加工。