在您的计算机上安装 CIMCO Edit V8 后,第一步是使用它打开一个 CNC 程序。为此,您首先通过双击桌面图标打开 CIMCO Edit V8,然后选择ISO Milling作为适当的文件类型。在本例中,从“4000 型 CNC 程序”文件夹中打开 CNC 铣削文件 4202.nc(单击此处下载带有 CNC 程序的 zip 文件)。
主程序文件是 4202.nc FLANGE (FL),包括两个子程序 4002.nc 和 4003.nc。程序4002.nc 是FL-Outside 的轮廓铣削,4003.nc 是FL-Inside 的轮廓布局。由于所有文件的块编号不是统一的,因此您应该为整个程序 MPF4202.nc 设置间隔为 10 的块编号。
单击“NC-Functions”选项卡内 功能区块编号中的小对话框启动图标以启动对话框配置块编号。现在根据 FL 程序文件 4202.nc(参见NC 程序法兰 (FL))在对话窗口“块编号 - ISO 铣削”中设置所需的参数。
功能区块编号中的小对话框启动图标以启动对话框配置块编号。现在根据 FL 程序文件 4202.nc(参见NC 程序法兰 (FL))在对话窗口“块编号 - ISO 铣削”中设置所需的参数。
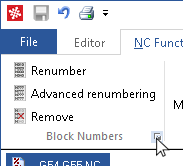 |
启动块号码设置窗口。 |
现在通过单击 删除图标删除旧的块编号,然后单击
删除图标删除旧的块编号,然后单击 重新编号插入新的块编号。
重新编号插入新的块编号。
这将确保完整程序文件 4202.nc 的块号均匀分布。请注意,任何以圆括号或字符 % 开头的注释行都没有编号(参见NC 程序法兰 (FL))。
有关子程序 SPF4002 和 SPF4003 的更多信息,请单击Backplot选项卡下的Backplot  Window图标。这将显示当前窗口的背景图,可视化 CNC 程序 MPF4202 的所有刀具路径(请参阅模拟刀路 CNC 程序法兰)。
Window图标。这将显示当前窗口的背景图,可视化 CNC 程序 MPF4202 的所有刀具路径(请参阅模拟刀路 CNC 程序法兰)。
对于刀具路径的动态模拟,单击背景图窗口右下角的 开始/停止模拟。
开始/停止模拟。
可以看到刀具 T6 从换刀位置 (X-100, Y0, Z40) 移动到外轮廓,用于导入/导出半径为 5 mm 的圆。同样,刀具 T14 移动到内轮廓。






